1. 定义与核心原理

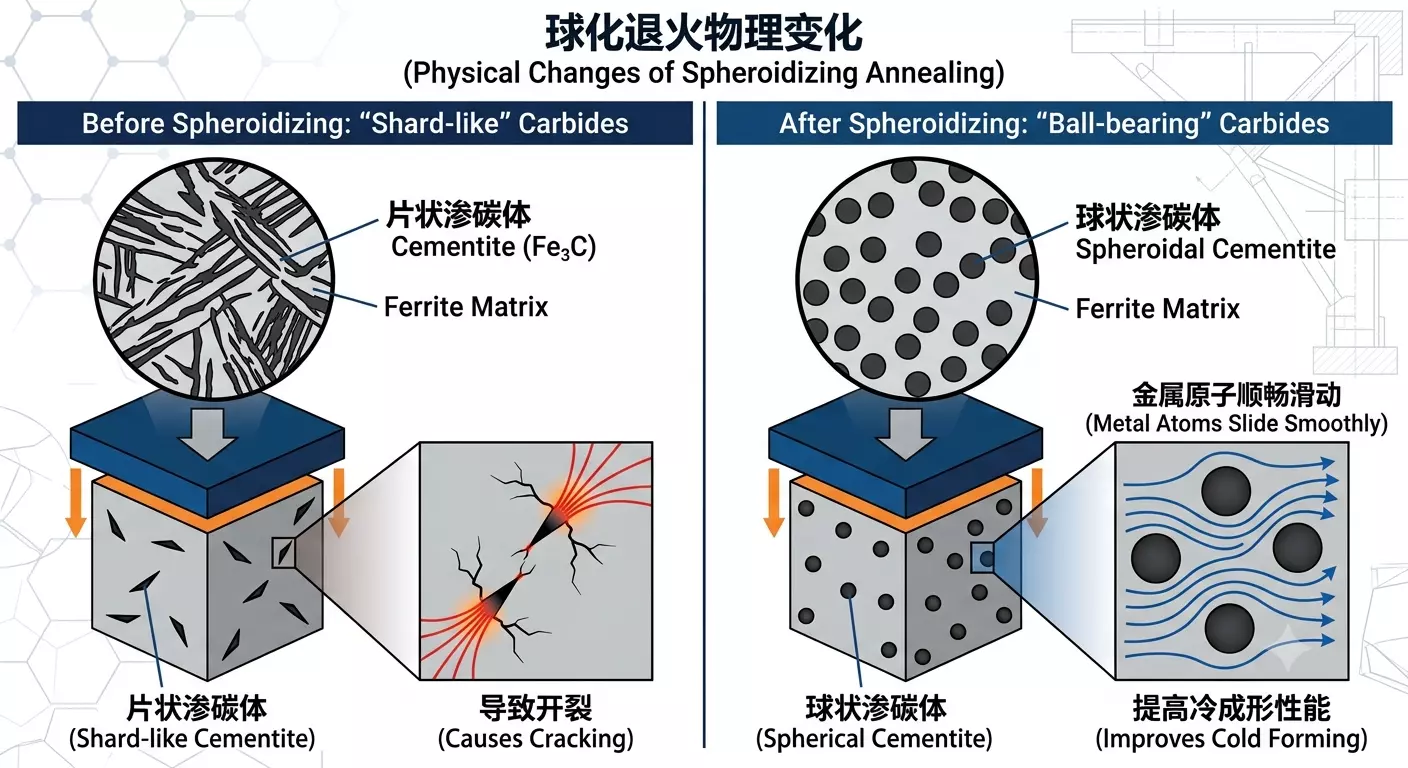
球化退火(Spheroidizing Annealing)是一种热处理工艺,主要用于中碳钢、高碳钢、硼钢、合金钢以及部分对冷成形性能要求较高的低碳钢。其目的是将钢材内部原本呈“片层状”或“网状”的渗碳体(Fe₃C),通过长时间的加热和缓慢冷却,转变为弥散分布的球状颗粒。
物理变化: 想象一下,片状的渗碳体像碎玻璃,容易刺破金属基体导致开裂;而球状的渗碳体像轴承里的滚珠,在受到挤压时,金属原子可以绕着这些“滚珠”顺畅滑动。
2. 为什么冷镦必须使用球化线材?
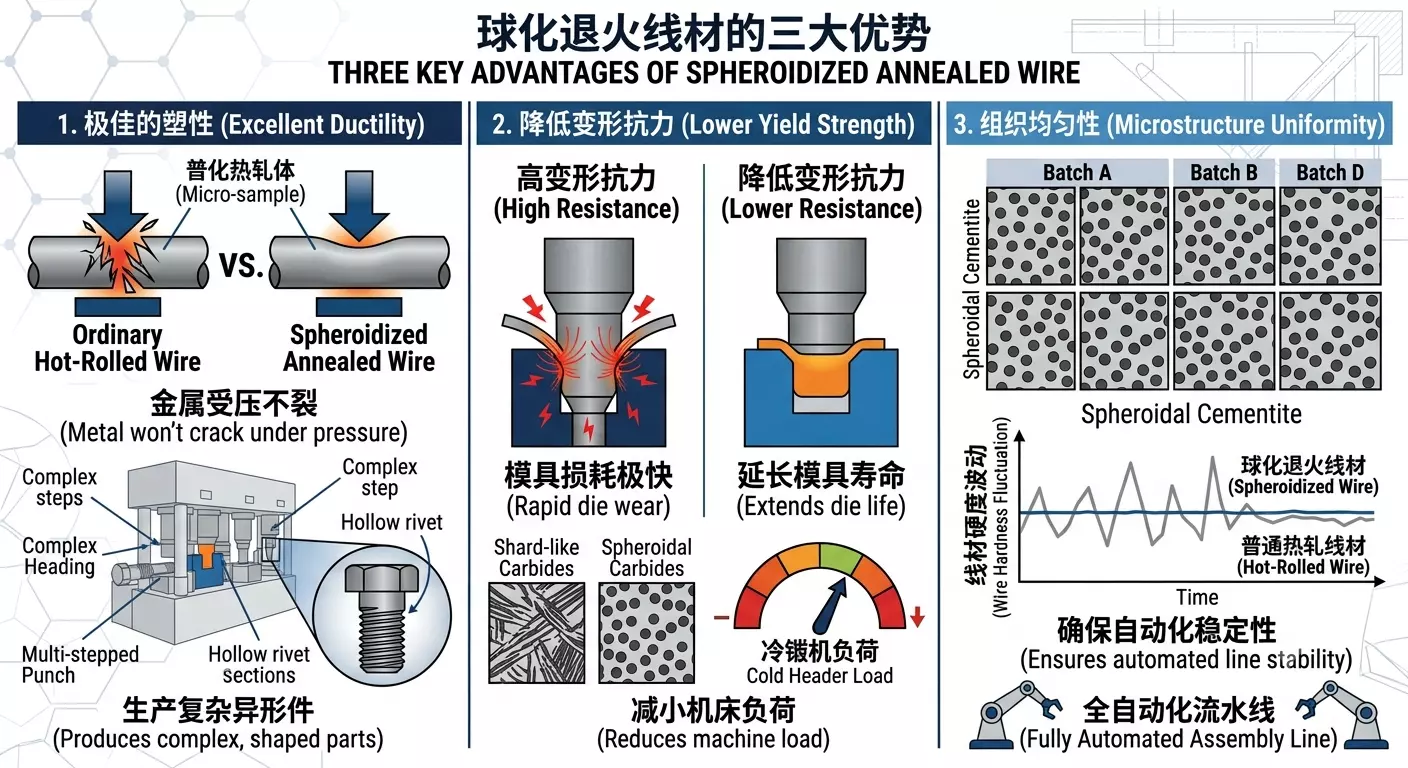
普通的盘元(热轧状态)硬度高且脆,直接冷镦会导致模具损耗极快,甚至零件直接炸裂。球化退火线材具有以下三大优势:
·极佳的塑性 (Excellent Ductility): 金属在受到巨大压力时,能够产生剧烈变形而不产生微裂纹。这对于生产空心铆钉、台阶螺栓等复杂异形件至关重要。
·降低变形抗力 (Lower Yield Strength): 减小了冷镦机和模具的负荷,显著延长了昂贵模具的使用寿命。
·组织均匀性 (Microstructure Uniformity): 确保每一批次的线材硬度波动极小,保证了全自动化流水线生产的稳定性。
3. 生产工艺流程
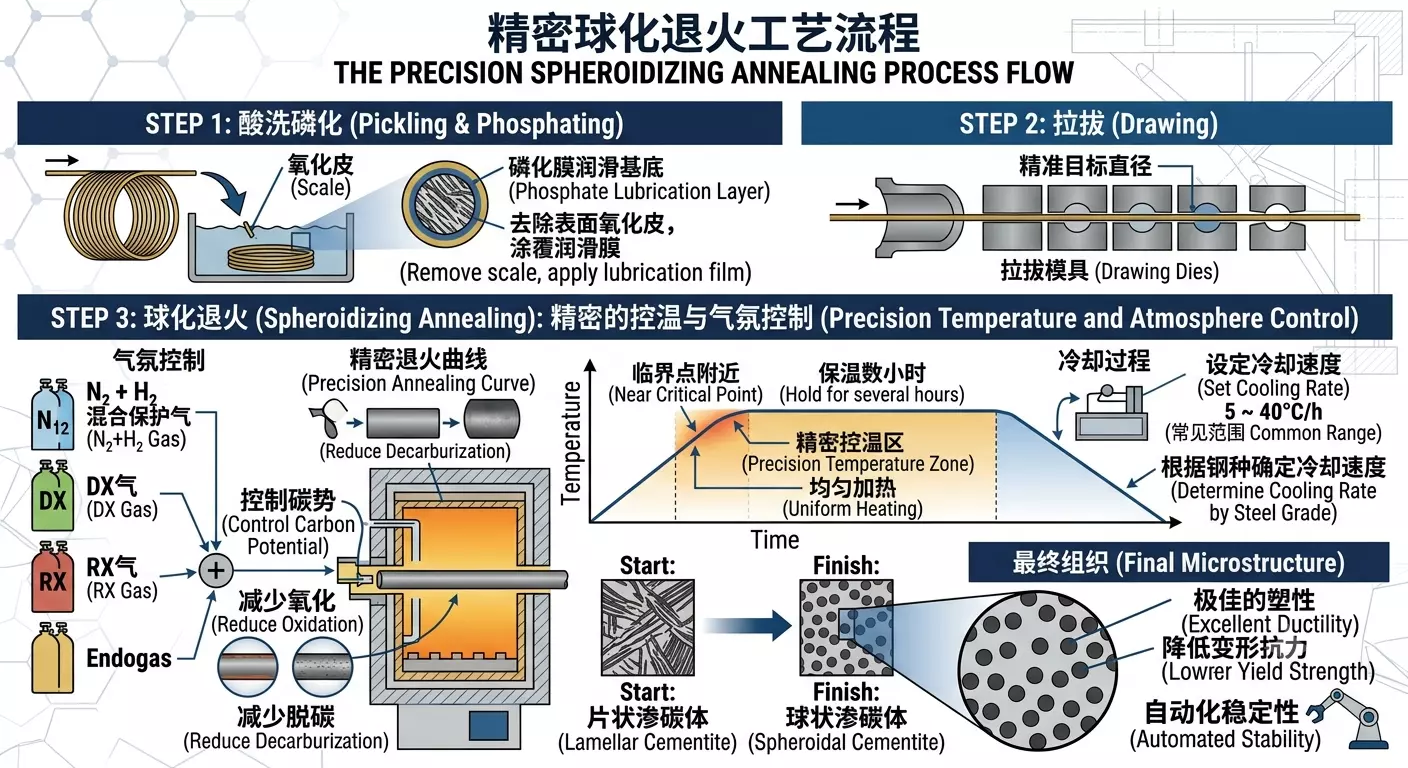
球化退火不是简单的“烧火”,它是一个极其精密的控温过程:
1.酸洗磷化 (Pickling & Phosphating): 去除表面氧化皮,并涂上一层磷化膜作为润滑基底。
2.拉拔 (Drawing): 将线材拉细到精准的目标直径。
球化退火 (Spheroidizing Annealing): 在保护气氛炉(通常采用N₂+H₂混合保护气、DX气、RX气或Endogas保护气氛,通过控制碳势减少氧化和脱碳。)中,加热至临界点附近,保温数小时,然后以一定的速度冷却。冷却速度应根据钢种和目标组织确定,常见范围约5~40℃/h。
冷镦线材常见制程应根据产品等级和客户要求确定。
RA:PC-RA
SA:PC-SA
RAIP:PC-RA-PC-D
(S)AIP:PC-SA-PC-D
SAF:PC-D-SA-PC
SAIP:PC-D-SA-PC-D
PASAF:PC-LA-PC-D-SA-PC
PASAIP:PC-LA-PC-D-SA-PC-D
PSASAIP:PC-SA-PC-D-SA-PC-D
其中:
PC = 酸洗磷化
LA = 低温退火
RA = 普通退火
SA = 球化退火
D = 拉拔
HD = 直抽
AIP = 制程退火

4. 质量评估标准
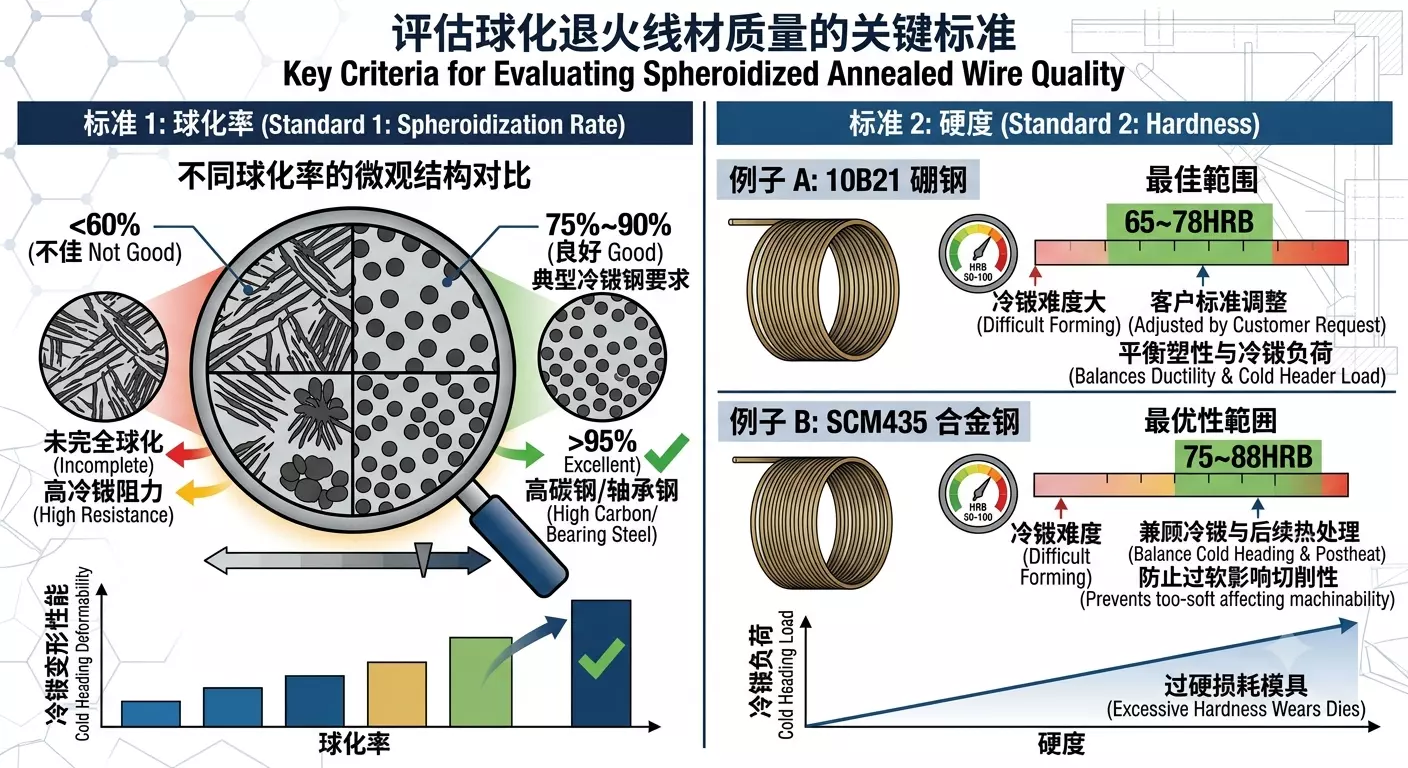
判断一盘球化退火线材好不好的标准通常有两个:
球化率 (Spheroidization Rate): 球化率要求应根据钢种及最终用途确定。一般冷镦钢要求约60%~90%,高碳钢和轴承钢通常要求更高水平的球化组织。
硬度 (Hardness): 例如,10B21球化后硬度通常控制在65~78HRB范围,具体根据冷镦难度和客户要求调整。SCM435球化后硬度通常控制在75~88HRB范围,以兼顾冷镦性能和后续热处理要求。